LOL赛事下注 - 英雄联盟投注 -(中国)Riot Games
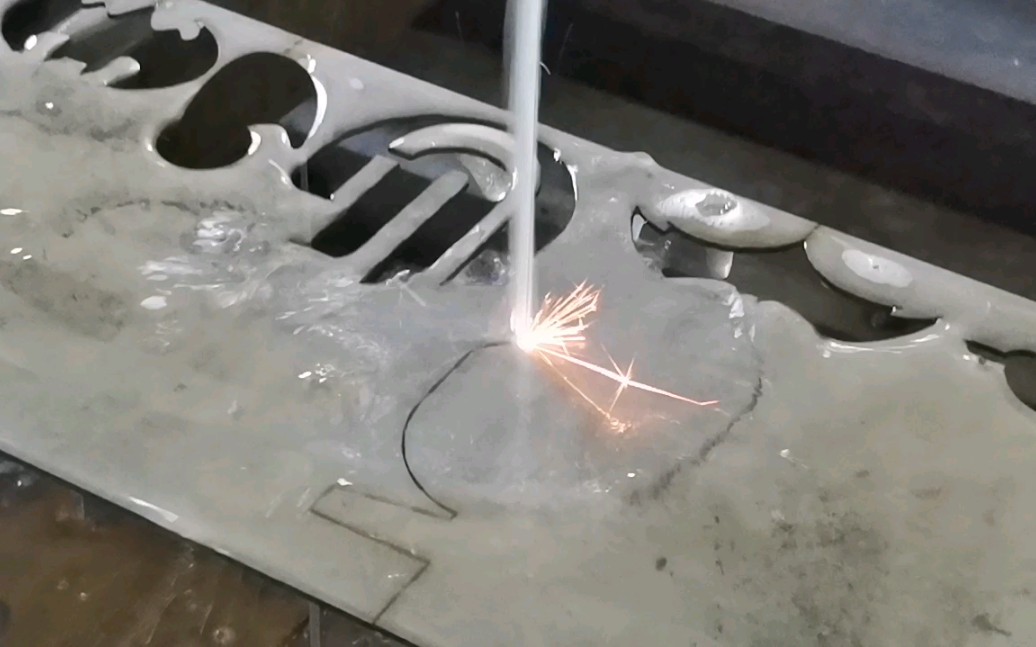
激光切割钢材时,氧气和聚焦的激光束是通过喷嘴射到被切材料处,从而形成一个气流束。对气流的基本要求是进入切口的气流量要大,速度要高,以便足够的氧化使切口材料充分进行放热反应;同时又有足够的动量将熔融材料喷射吹出。因此除光束的质量及其控制直接影响切割质量外,喷嘴的设计及气流的控制(如喷嘴压力、工件在气流中的位置等)也是十分重要的因素。如今激光切割用的喷嘴采用简单的结构,即一锥形孔带端部小圆孔。通常用实验和误差方法进行设计。由于喷嘴一般用紫铜制造,体积较小,是易损零件,需经常更换,因此不进行流体力学计算与分析。在使用时从喷嘴侧面通入一定压力Pn(表压为Pg)的气体,称喷嘴压力,从喷嘴出口喷出,经一定距离到达工件表面,其压力称切割压力Pc,气体膨胀到大气压力Pa。研究工作表明随着Pn的增加,气流流速增加,Pc也不断增加。 福田钢板激光切割加工价格
下面分析下激光切割市场以及加工效果,在激光切割市场,凡事了解一点的都清楚,激光切割能够加工多行业,然而需要购买加工多行业的设备,价格是不菲的,然而如果购买的是单行业,如刀模激光切割机、皮革激光切割机等,这些针对行业的设备,价格就不是那样昂贵了,这就是未来的市场,在其加工效果方面,单行业的加工效果,肯定针对单行业其功能是比较好的,能够满足此行业的要求,这些在这些行业设备介绍中,光博士有提到,因此在如果想采用激光切割加工的商户们,不妨去尝试着使用激光切割设备直接自己购买进行加工,这样能够帮助你实现以及解决很多的问题! [1] 福田钢板激光切割加工价格
焦点位置控制技术:激光切割的优点之一是光束的能量密度高,一般10W/cm2。由于能量密度与4/πd2成正比,所以焦点光斑直径尽可能的小,以便产生一窄的切缝;同时焦点光斑直径还和透镜的焦深成正比。聚焦透镜焦深越小,焦点光斑直径就越小。但切割有飞溅,透镜离工件太近容易将透镜损坏,因此一般大功率CO2激光切割工业应用中采用5〃~7.5〃〞(127~190mm)的焦距。实际焦点光斑直径在0.1~0.4mm之间。对于高质量的切割,有效焦深还和透镜直径及被切材料有关。例如用5〃的透镜切碳钢,焦深为焦距的+2%范围内,即5mm左右。因此控制焦点相对于被切材料表面的位置十分重要。顾虑到切割质量、切割速度等因素,原则上 6mm的碳钢,焦点在表面之上; 6mm的不锈钢,焦点在表面之下。具体尺寸由实验确定。
第三类:要求均匀切缝的特殊零件。**广泛应用的典型零件是包装印刷行业用的模切版,它要求在20mm厚的木模板上切出缝宽为0.7~0.8mm的槽,然后在槽中镶嵌刀片。使用时装在模切机上,切下各种已印刷好图形的包装盒。国内近几年来应用的一个新领域是石油筛缝管。为了挡住泥沙进入抽油泵,在壁厚为6~9mm的合金钢管上切出0.3mm宽的均匀切缝,起割穿孔处小孔直径不能大于0.3mm,切割技术难度大,已有不少单位投入生产。 福田钢板激光切割加工价格
深圳市金熊科技有限公司位于广东省深圳市,注册资本1000-2000万元,旗下拥有11~50人***专业的员工。专业的团队大多数员工都有多年工作经验,熟悉行业专业知识技能,致力于发展金熊科技的品牌。公司以用心服务为**价值,希望通过我们的专业水平和不懈努力,将一般经营项目是:五金模具机械、工业机器人、机械手、自动化设备及大型自动化生产线的研发、设计、销售;自动化控制系统、工业生产制造信息系统、仓储物流信息系统、自动测试信息化软、硬件的开发、销售;货物及技术进出口;从事机电安装工程;空气净化工程、管道工程、容器安装工程的设计、施工、咨询;从事无尘、无菌净化系统、设备及周边机电、仪控产品的生产组装。(法律、行政法规、***决定禁止的项目除外,限制的项目须取得许可后方可经营),许可经营项目是:新能源电源领内设备及测试设备的产品研发、生产、加工与销售。等业务进行到底。自公司成立以来,一直秉承“以质量求生存,以信誉求发展”的经营理念,始终坚持以客户的需求和满意为**,为客户提供质量的[ 精密五金机械零件加工, 塑胶/钣金/机械/PCB, 全自动装配/测试/老化/, 各类非标自动化设备和夹治 ],从而使公司不断发展壮大。



